
Dil

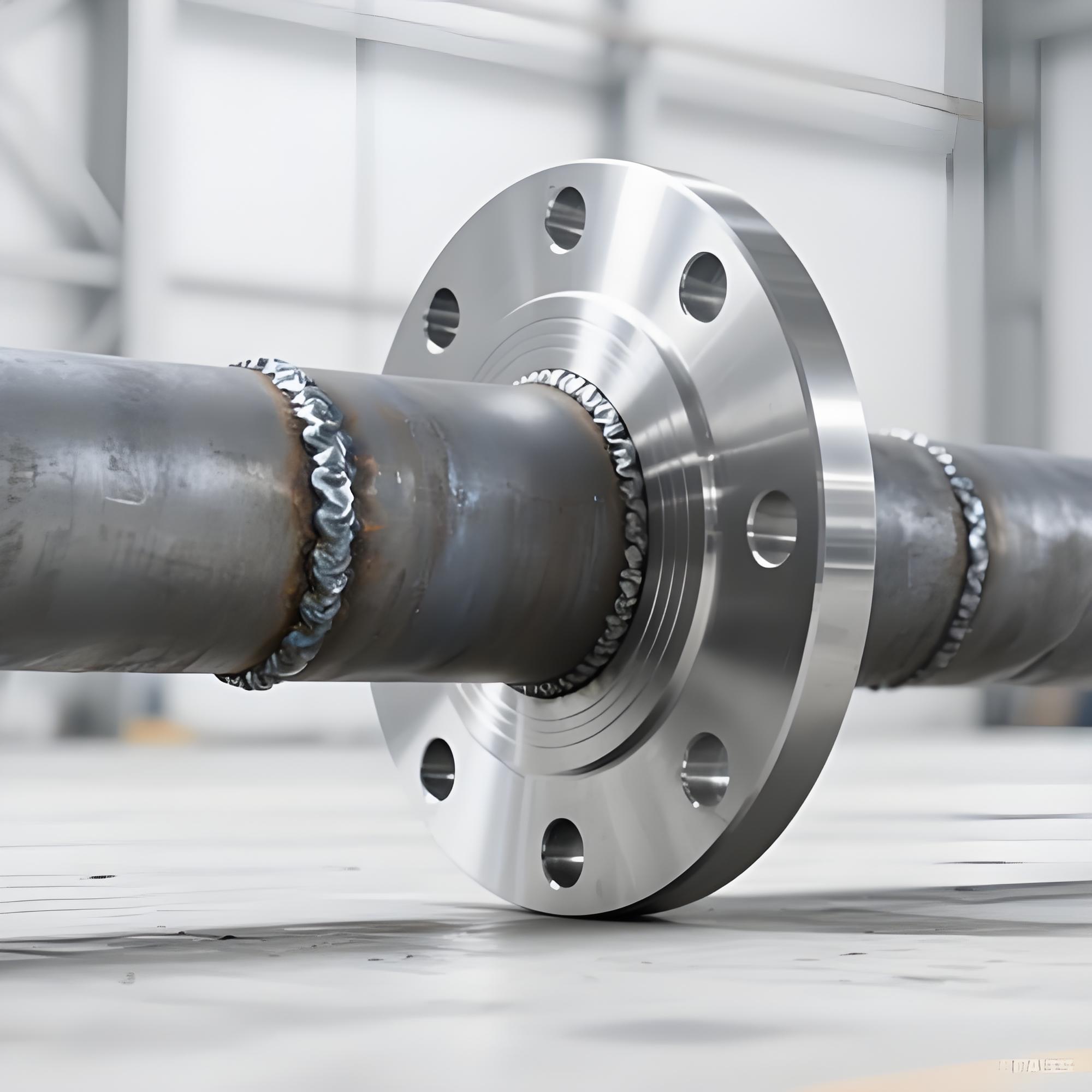
Butt qaynaq iki iş parçasının uclarının bir-birinə baxaraq yerləşdirildiyi, eyni vaxtda bütün uç səthi boyunca qızdırıldığı və bərk vəziyyətdə olan iki iş parçası arasında atomik birləşməyə çatmaq üçün təzyiqin praktik olduğu, buna görə də onları bir parçaya birləşdirdiyi bir qaynaq üsuludur.
Daha təsirli şəkildə başa düşməyinizə kömək etmək üçün bir çox perspektivlərdən bir müqayisə təqdim olunur:
| Müqayisə maddəsi |
Butt qaynaq |
Soket qaynağı |
| Qoşulma üsulu |
Uçlar düz düzülür və birbaşa qaynaqlanır |
Bir ucu digərinə daxil edilir və kənardan fileto qaynaqlanır |
| Boru Ölçüsü Aralığı |
Adətən DN50 və yuxarıda istifadə olunur |
Adətən DN50 və daha kiçikləri üçün istifadə olunur |
| Qaynaq növü |
Butt qaynaq, tam nüfuz |
Fileto qaynağı, tam nüfuz etməmişdir |
| Daxili boşluq |
Addım yoxdur, hamar daxili divar |
Media toplaya və ya korroziyaya səbəb ola biləcək boşluq var |
| Yoxlama üsulu |
Rentgenoqrafik çəkilə bilər (RT), yüksək etibarlılıq |
Çətin rentgenoqrafiya (RT), əsasən MT və ya PT |
| Güc qabiliyyəti |
Daha yüksək təzyiq, temperatur və yorğunluq yüklərinə tab gətirə bilir |
Aşağı təzyiq və statik şərait üçün uyğundur |
| Müqayisə maddəsi |
Butt qaynaq |
Flanşlı Bağlantı |
| Əlaqə Təbiət |
Daimi, çıxarılmayan |
Çıxarılan, saxlamaq və dəyişdirmək asandır |
| Sızdırmazlıq nöqtəsi |
Conta möhürü yoxdur; qaynağın özü möhürdür |
Contalara və boltlara əsaslanır; potensial sızma nöqtələri mövcuddur |
| Xidmət şərtləri |
Yüksək temperatur, yüksək təzyiq, şiddətli temperatur velosipedi |
Adi şərtlər, müxtəlif conta reytinqləri ilə təkmilləşdirilə bilər |
| Quraşdırma və Baxım |
Bacarıqlı qaynaqçı tələb olunur; qaynaqdan sonra dəyişdirmək çətindir |
Bolt bərkidilməsi ilə sürətli montaj; yoxlama üçün əlverişlidir |
| Çəki və Məkan |
Kompakt struktur, flanşlar yoxdur, yer və materiala qənaət edir |
Flanşlar daha çox yer tutur, çəki və xərc əlavə edir |
| Tipik Tətbiqlər |
Əsas buxar xətləri, hidrogen xidmət xətləri, yüksək temperaturlu yüksək təzyiqli klapan birləşmələri |
Müntəzəm sökülməni tələb edən avadanlıq interfeysləri, klapanlar və ya boru hissələri |

| Müqayisə maddəsi |
Butt qaynaq |
Yivli Bağlantı |
| Sızdırmazlığın etibarlılığı |
Çox yüksək, sızma yoxdur (qaynaq səslidirsə) |
Aşağı, mastik və ya PTFE lentinə əsaslanır; vibrasiya altında boşala bilər |
| Təzyiq/Temperatur Limiti |
Ultra yüksək təzyiq və ultra yüksək temperatur üçün istifadə edilə bilər |
Orta/aşağı təzyiq və normal və ya orta temperaturla məhdudlaşır |
| Bağlantı Gücü |
İnteqral şəkildə əridilmiş, əsas metala yaxın möhkəmlik |
İp kökündə stress konsentrasiyası |
| Quraşdırma Çətinliyi |
Qaynaq avadanlığı və təcrübəli qaynaqçı tələb olunur |
Yalnız əl alətləri lazımdır; yerində tez yığıla bilər |
| Sızma Riski |
Qaynaq səslidirsə, demək olar ki, heç bir sızma yoxdur |
Temperaturun dəyişməsi və ya vibrasiyası ilə sızma tədricən baş verə bilər |
Bir cümlə ilə: Döşəmə qaynağı ən güclü, ən etibarlı və çıxarılmayan birləşmə üsuludur, böyük çuxurlu, yüksək temperaturlu, yüksək təzyiqli, sızması olmayan ağır xidmət şərtləri üçün uyğundur.











